














Online



La máquina de paletización de tubos de acero mejora la eficiencia de la paletización
2026-06-25
El cuello de botella central de la máquina de paletización de tubos de acero generalmente no está en la acción del "código" en sí, sino en los tres enlaces de espera de recogida, vacío de ruta y cambio de apilamiento. A continuación, se da un plan de mejora de la eficiencia que puede aterrizar desde los tres niveles del equipo, el control y el sistema.
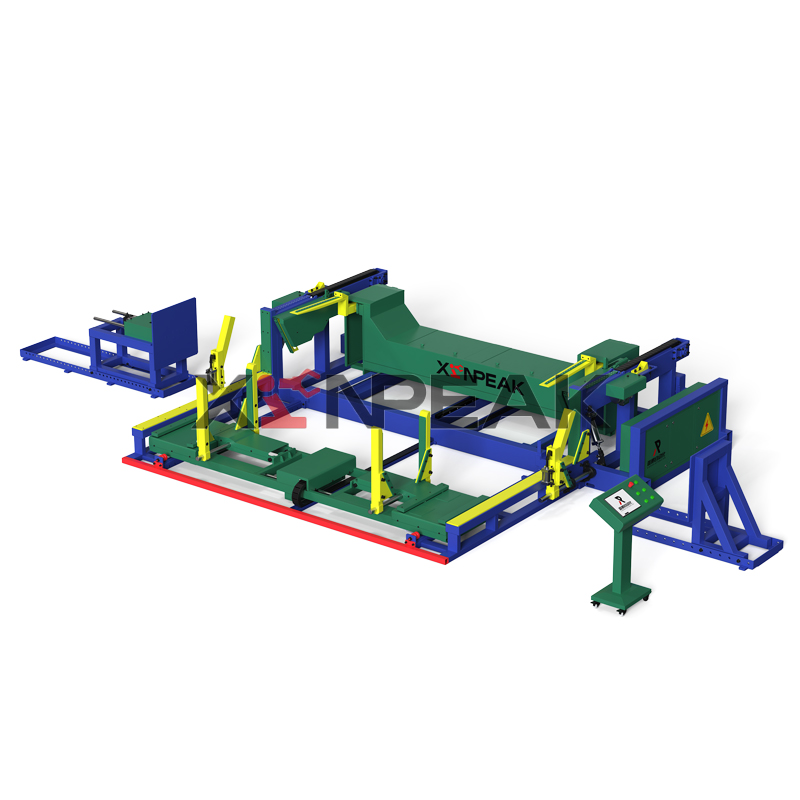
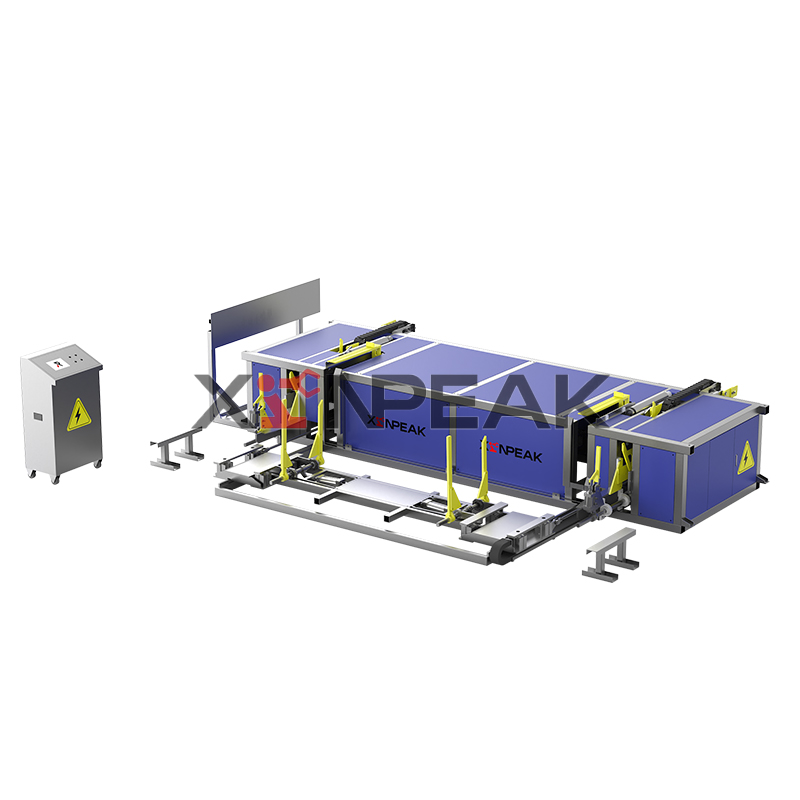
I. primero mire el principio de funcionamiento de la máquina de paletización de tubos de acero (premisa para mejorar la eficiencia)
Modo de conducción de la acción del mecanismo
Tubo de elevación del mecanismo de desplazamiento + Cilindro hidráulico de traducción horizontal (elevación) + servomotor (traducción)
Guía del dispositivo de succión magnética + bloque de succión electromagnética absorbe la absorción / liberación electromagnética del tubo de acero
Servomotor de ángulo de ajuste de la boquilla de elevación del mecanismo de paquete de código + rodillo de paquete de código (se puede lograr paquete cuadrado / paquete hexagonal)
El tubo de acero se extrae de la línea de transporte → la absorción magnética → la manipulación de materiales → el Rollo del paquete de código se apila, y el tiempo de ritmo de cada latido = tiempo de extracción + tiempo de manipulación + tiempo de descarga + tiempo de espera. El núcleo de la mejora de la eficiencia es comprimir el "tiempo de espera".
2. seis direcciones principales de mejora de la eficiencia (ordenadas por relación calidad - precio)
① optimización del tiempo de PLC - costo cero, resultados inmediatos
Este es el medio más eficaz para verificar la línea de producción real en los resultados de la búsqueda (un caso de renovación ABB de una fábrica de fertilizantes compuestos de fósforo):
Efecto de la transformación antes y después de la transformación
Deje el paquete trasero → el robot vuelve a la posición de espera → el controlador lógico sale de la pila → el paquete sale de la pila inmediatamente después de que el disco de suministro se baja → el disco de suministro se suministra por adelantado en el camino a la salida de la pila → el robot agarra cada pila para ahorrar Unos 10 segundos, y el turno de 12 horas produce 80 pilas ◆ cada turno ahorra 13 minutos.
Prácticas específicas:
Separe la "señal de paquete" y la "señal de disco", no espere a que ambos estén en su lugar antes de moverse.
Después de que el robot deja el último paquete, no vuelve a su lugar original para esperar, juzga directamente que el paquete se agarra cuando hay material, mencionando nuevos discos como la altura de Seguridad.
La salida de la pila se realiza en paralelo con el disco de suministro, no en serie.
Esta es una forma rentable de mejorar la eficiencia, cambiar el programa sin cambiar el hardware, muchas fábricas desperdiciaron estos 10 segundos en vano.
② coincidencia de velocidad de transporte - mejora de la eficiencia en aproximadamente un 20%
Los datos de la industria muestran que una velocidad de transporte razonable puede mejorar la eficiencia de la paletización en aproximadamente un 20%.
Puntos clave de optimización de enlaces
La velocidad de la línea de transporte de tubos de acero está sincronizada con el ritmo del mecanismo de movimiento de materiales, evitando "máquinas como tubos" o "máquinas como tubos".
La velocidad de la línea de transporte del paquete de código coincide con el ritmo de elevación del Rollo del paquete de código para reducir el ralentí.
La velocidad de la línea de transporte clave no es lo más rápido posible, para que el servomotor del mecanismo de desplazamiento funcione de manera estable fuera del rango de aceleración y desaceleración.
③ planificación de rutas y optimización de apilamiento - descenso y carrera
Optimizar el efecto del método del elemento
El orden de colocación adopta el principio de "de lejos a cerca, colocación adyacente", acortando la suma de las rutas por piso y reduciendo la distancia de vacío entre un 15% y un 25%.
La trayectoria de movimiento se ajusta a la trayectoria discreta con la inserción de la cinta b, el controlador difuso se corrige, la trayectoria de tiempo mínima se obtiene para reducir la parada rápida y el arranque rápido, y la estabilidad se mejora.
Cuando se cambia el ángulo entre el rodillo del paquete de código y el paquete cuadrado / hex, se llaman los parámetros preestablecidos con un solo clic, y no se ajusta manualmente el tiempo de cambio de 30s → 3s en el lugar.
④ aceleración de la extracción de absorción magnética - para las características de los tubos de acero
La máquina de paletización de tubos de acero utiliza un bloque de succión electromagnética, que es la clave para distinguirlo de la máquina de paletización de ventosas de vacío:
Solución al problema
El circuito de desmagnetización rápida se actualiza lentamente de atracción / liberación, y el tiempo de liberación se puede presionar de 0,8s a 0,3s.
La tolerancia del tamaño del tubo de acero hace que el desplazamiento de absorción se instale con un mecanismo de corrección de centrado (doble placa de corrección impulsa la garra de fijación de centrado), que se alinea automáticamente y luego se transporta después de la absorción.
La fuerza magnética de influencia desigual en la superficie del tubo de soldadura selecciona el bloque de absorción de neodimio, hierro y Boron de alta remanente, o aumenta el número de bloques de absorción (4 → 6)
⑤ instalación de visión artificial para resolver la "posición inexacta del tubo"
Es inevitable que la posición del tubo de acero en la línea de transporte se desvíe, el esquema tradicional se basa en el límite mecánico, la precisión es baja y el tubo es fácil de atascar.
Descripción del programa
Cámara digital + computadora industrial para tomar la posición del tubo de acero → procesamiento de imágenes → posicionamiento → enviar coordenadas al Robot
El efecto elimina el límite mecánico, y la velocidad de la línea de transporte se puede aumentar entre un 10% y un 15%; Adecuado para la producción de líneas mixtas de tubos de acero de múltiples especificaciones
El costo aumentó en unos 30.000 a 80.000 yuanes, pero el tiempo de cambio fue de 30 minutos a 5 minutos.
Actualización de hardware (cuando el presupuesto es suficiente)
Efecto de dirección de actualización de componentes
Los servomotores de traducción de materiales cambian a servomotores con mayor velocidad de respuesta (como la serie anchuan¿ 7) y el ritmo de manipulación se acorta de 0,2 a 0,5s.
El cilindro de elevación hidráulica cambia el control de la válvula proporcional, reemplaza la válvula de encendido y apagado para responder más rápido y reducir la espera.
La optimización topológica de la estructura del fuselaje es ligera y reduce el pico de fuerza motriz a una velocidad más rápida bajo el mismo motor.
Después de la optimización del consumo de energía de toda la máquina, se puede reducir de 30 kW a unos 5 kW para ahorrar energía en un 80%.
Noticias relacionadas
¿¿ cómo es el rendimiento de la máquina automática de paletización de tubos de acero?
La máquina automática de paletización de tubos de acero admite especificaciones de phi20 - phi100 mm
Paletizador de tubos de acero con servomotor
Precauciones para el uso del paletizador de tubos de acero
El rendimiento general de la apiladora automática de tubos de acero es bastante maduro y pertenece a un equipo de transporte automatizado rentable. Lo siguiente te da un juicio claro desde las tres dimensiones de los indicadores centrales
Nuestra nueva generación de paletizadoras automáticas de tubos de acero está oficialmente fuera de línea y admite completamente la adaptación de la especificación de phi20 - PHI 100 mm.
El paletizador de tubos de acero con servomotor utiliza un servomotor, combinado con un sistema de control inteligente y una estructura mecánica de precisión, para manipular, apilar y empacar tubos de acero de forma eficiente y eficaz
Al utilizar un paletizador de tubos de acero, se requiere una gestión integral que incluya las especificaciones operativas, el mantenimiento del equipo, las precauciones de seguridad
Contáctanos
Puedes contactarnos a través de los siguientes cuatro métodos. ¡Te responderemos en un plazo de 2 a 8 horas después de recibir tu consulta!
Llámanos
Enviar correo electrónico
Dejar un mensaje
Agregar a WeChat o WhatsApp





