














Online



¿Cómo manipulan, apilan y empaquetan automáticamente los tubos de acero los paletizadores?
2025-12-16
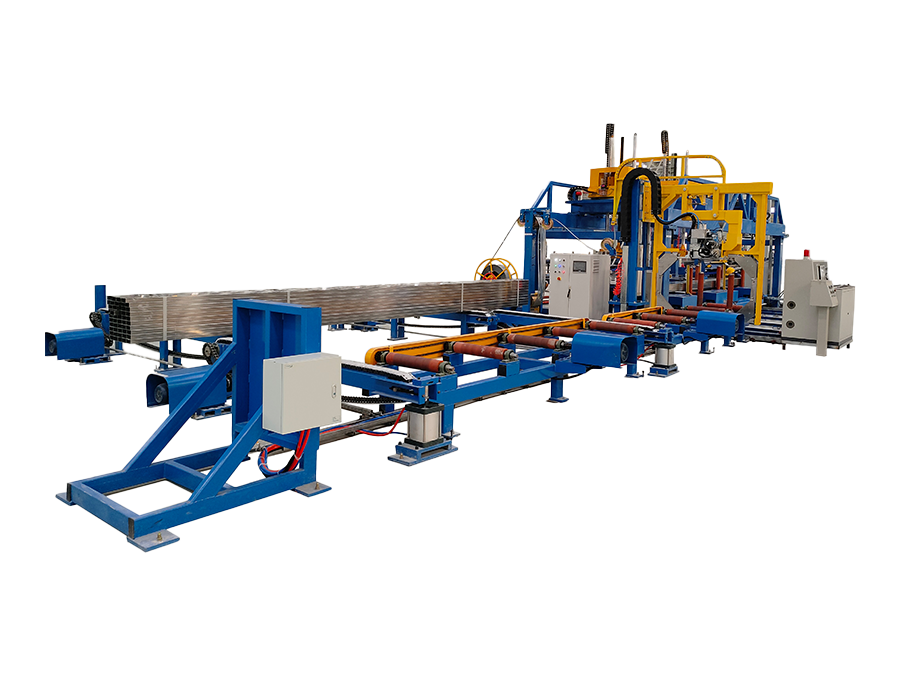
Los paletizadores integran estructuras mecánicas, tecnología de sensores, sistemas de control y algoritmos para automatizar todo el proceso de transporte, agarre, apilado y empaquetado de tubos de acero. A continuación, se presentan métodos de implementación específicos y detalles técnicos:
1. Manipulación automatizada: Conexión precisa desde la línea transportadora hasta el área de paletizado
Integración de la línea transportadora
Transportadores de cadena/rodillos: Transportan tubos de acero desde los equipos de producción (como máquinas de corte y soldadura) o almacenes hasta el área de trabajo del paletizador, normalmente a una velocidad de 0,5 a 2 m/s, sincronizada con el ritmo de agarre del paletizador.
Divisores de carril: Deflectores neumáticos o actuadores eléctricos desvían tubos de acero de diferentes especificaciones (diámetro y longitud) a carriles designados para evitar que se mezclen.
Posicionamiento y alineación
Sensores fotoeléctricos: Detectan cuándo un tubo alcanza la posición de agarre y activan el paletizador. Ruedas guía/Deflectores laterales: Ajustan la posición del tubo para que su eje sea paralelo a la dirección de transporte, minimizando así los errores de inclinación durante el agarre (normalmente en un margen de ±2°). Almacenamiento temporal y amortiguación.
Plataforma elevadora: Mientras el paletizador apila, la plataforma elevadora almacena temporalmente los tubos de acero para evitar la congestión en la línea de transporte.
Función de conteo: Cuenta el número de tubos de acero mediante un codificador o un sistema de visión, lo que garantiza un apilado preciso de cada capa.
II. Agarre automático: Diversos tipos de actuadores se adaptan a diferentes situaciones.
Agarre magnético.
Principio: Se utilizan electroimanes para atraer la superficie de los tubos de acero, adecuados para materiales magnéticos como el acero al carbono.
Ventajas: Alta fuerza de agarre (un solo electroimán puede soportar 50-200 kg), sin contacto mecánico y sin arañazos en la superficie.
Aplicaciones: Talleres de tubos de acero laminados en caliente (entornos de alta temperatura), tubos de acero de precisión con altos requisitos de superficie. Sujeción con pinza
Estructura: Pinzas neumáticas de dos o tres dedos con revestimiento de goma o poliuretano para reducir el deslizamiento.
Lógica de control:
Sensor de presión: Monitoreo en tiempo real de la fuerza de sujeción para evitar la deformación de la tubería de acero por sobrepresión.
Ajuste del ángulo: Un servomotor impulsa la rotación de la pinza, adaptándose a los requisitos de apilado horizontal o vertical. Aplicaciones: Tuberías de acero no magnéticas, como acero inoxidable y aleación de aluminio, o donde se requiere un posicionamiento preciso.
Sujeción con ventosa de vacío
Principio: Un generador de vacío genera presión negativa para sujetar tuberías de acero con superficie lisa.
Ventajas: Sujeción sin marcas, adecuada para tuberías de acero con tratamientos superficiales como galvanizado y pintura.
Limitaciones: La superficie de la tubería de acero debe ser plana. El diámetro de la ventosa suele ser de 50-150 mm, y la fuerza de succión de una sola ventosa es de aproximadamente 10-50 kg.
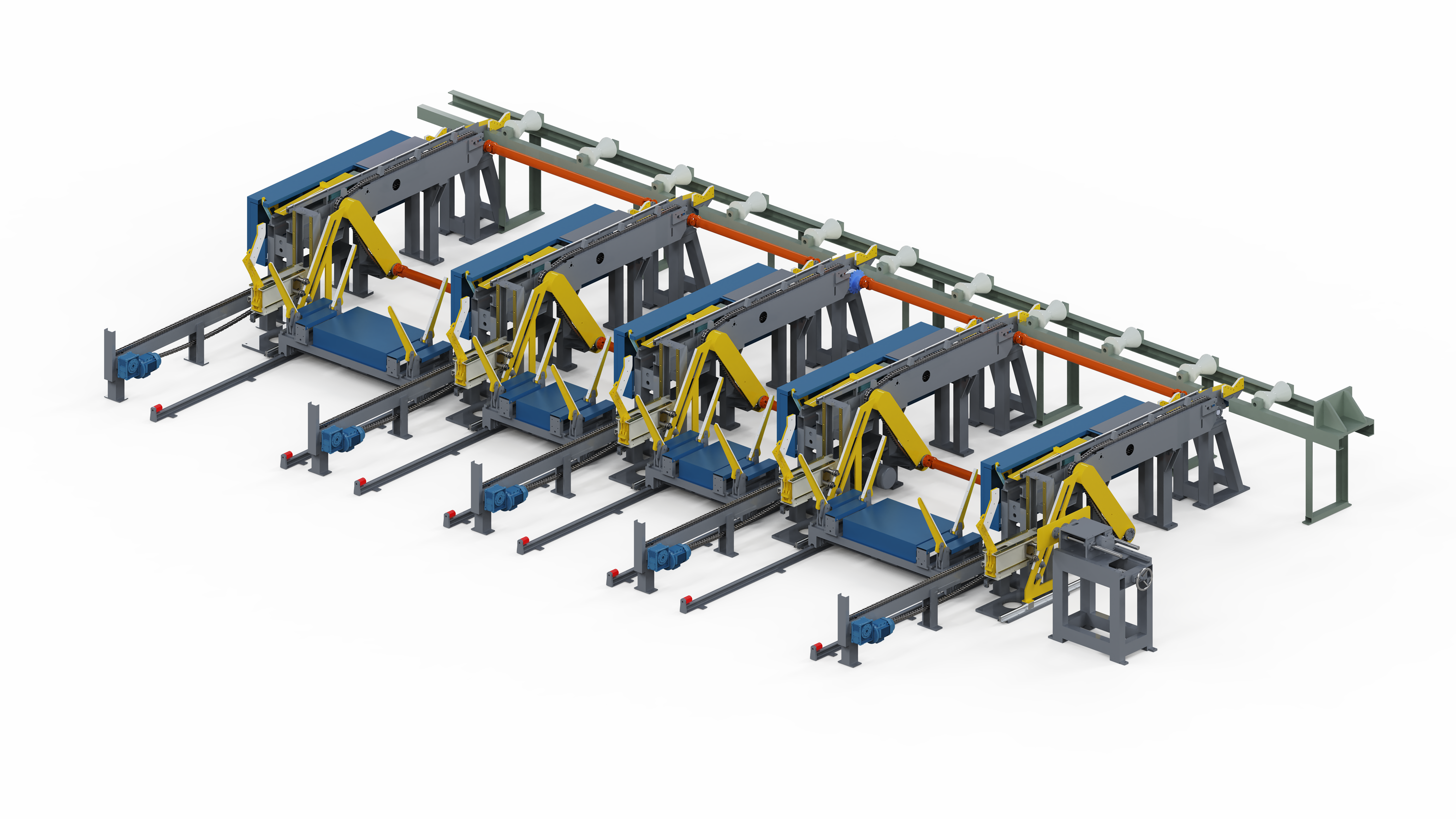
III. Apilamiento Automático: Optimización del Espacio y Control de Estabilidad
Diseño de Apilamiento
Empaquetado Cuadrado: Los tubos de acero se disponen horizontalmente, con apilamiento escalonado entre capas. Ideal para aplicaciones que requieren alta estabilidad durante el transporte.
Empaquetado Hexagonal: Los tubos de acero se disponen verticalmente, formando una sección transversal hexagonal, lo que ahorra espacio (aumentando la capacidad de apilamiento entre un 15% y un 20% en comparación con el empaquetado cuadrado).
Empaquetado Híbrido: Una capa inferior de empaquetado cuadrado y una capa superior de empaquetado hexagonal garantizan estabilidad y aprovechamiento del espacio.
Tecnología de Alineación de Capas
Telémetro Láser: Monitoreo en tiempo real de la diferencia de altura entre cada capa de tubos de acero, con un control de error de ±3 mm. Guía de Visión: Una cámara industrial captura imágenes de las capas apiladas y un algoritmo analiza la posición del borde de los tubos de acero para ajustar las coordenadas de la siguiente capa de apilamiento.
Estrategia de Ajuste Dinámico
Compensación de Peso: La velocidad de descenso de la plataforma se ajusta en función del peso de las tuberías de acero (mediante pesaje previo o acceso a la base de datos) para evitar el aplastamiento de las capas inferiores.
Amortiguación Elástica: Se instalan resortes o amortiguadores hidráulicos en la parte inferior del área de apilado para reducir las fuerzas de impacto.
IV. Embalaje Automatizado: Protección y Preparación para el Transporte
Selección del Material de Flejado
Flejado de Acero: Alta capacidad de carga (fuerza de rotura ≥ 8000 N), apto para tuberías de acero pesadas (diámetro > 100 mm).
Flejado de Plástico: Económico (aproximadamente 0,5 yuanes/metro), apto para tuberías de acero ligeras (diámetro < 50 mm) o embalaje de exportación (resistente a la corrosión).
Flejado Tejido: Altamente flexible, apto para agrupar tuberías de acero con formas especiales.
Proceso de Atado
Flejado de una sola pasada: Se aplica una sola pasada al centro del tubo de acero, ideal para transporte de corta distancia.
Flejado de dos pasadas: Se aplican dos pasadas al tubo en las posiciones 1/3 y 2/3 para mejorar la resistencia a derrames (esencial para transporte de larga distancia). Flejado cruzado: El flejado se realiza horizontal y verticalmente, ideal para pilas ultraaltas (>2 m).
Integración con máquina flejadora automatizada
Mecanismo de alimentación del fleje: El flejado de acero/plástico se controla mediante un motor paso a paso, cuya velocidad se adapta al ritmo de apilado del paletizador.
Dispositivo de soldadura/encolado:
Flejado de acero: Se utiliza soldadura por resistencia o prensado neumático, con un tiempo de soldadura inferior a 0,5 segundos.
Flejado de plástico: Se utiliza unión por termofusión, con una temperatura controlada de 200 a 250 °C. Control de Tensión: Un sensor de torque ajusta la fuerza de flejado para evitar un apriete excesivo (dañando el tubo de acero) o un aflojamiento excesivo (aflojando el paquete).
V. Sistema de Control: Colaboración Multimódulo y Toma de Decisiones Inteligente
PLC (Controlador Lógico Programable)
Función Principal: Coordina la sincronización de la línea transportadora, la pinza, el mecanismo de apilado y la flejadora.
Lógica de Ejemplo:
Cuando el sensor fotoeléctrico detecta que el tubo de acero ha alcanzado la posición de agarre, el PLC activa el cierre de la pinza y la plataforma elevadora se eleva simultáneamente a la altura de apilado. Una vez finalizado el apilado, el PLC inicia la flejadora. Software del Ordenador Central
Configuración de Parámetros: Introduzca parámetros como las especificaciones del tubo de acero, el número de capas de apilado y el método de flejado a través de la HMI (Interfaz Hombre-Máquina).
Trazabilidad de Datos: Registra la cantidad de paletizado, el tiempo y la información del operador para cada lote, lo que facilita la trazabilidad de la calidad. Sistema de Diagnóstico de Fallas
Monitoreo de Sensores: Monitoreo en tiempo real de parámetros como la presión del aire, la temperatura del motor y la fuerza de agarre, activando alarmas en caso de anomalías.
Función de Autorrecuperación: Si la pinza no logra agarrar un tubo, el sistema lo intenta automáticamente tres veces. Si el fallo persiste, se detiene y solicita la intervención manual.
VI. Caso de Aplicación Típico: Actualización de la Automatización de una Planta de Tubos de Acero
Escenario: Línea de producción de tubos de acero sin costura laminados en caliente con una producción diaria de 500 toneladas (aproximadamente 2000 tubos, de 50 a 200 mm de diámetro y de 6 a 12 m de longitud).
Antes: Paletizado manual, procesando 80 tubos por hora, requiriendo cuatro personas por turnos, lo que resulta en una tasa de sesgo de apilado del 15 % y una tasa de fallos de flejado del 8 %.
Después:
Configuración del Equipo: Paletizador magnético (150 kg de fuerza de agarre) + flejadora automática de acero. Mejora de la eficiencia: Se pueden procesar 180 tubos por hora, con una tasa de inclinación de la pila inferior al 2% y una tasa de rechazo de paquetes inferior al 1%.
Ahorro de costos: Ahorro anual de 480.000 yuanes en mano de obra (4 personas x 120.000 yuanes/año) y reducción del desperdicio de material de empaquetado en un 30%.
VII. Desafíos técnicos y soluciones
Adaptación a múltiples especificaciones de tubos de acero
Desafío: La misma línea de producción necesita procesar tubos de acero con diámetros de 20 mm y 200 mm.
Solución: Pinzas intercambiables (para un cambio rápido del ancho de las pinzas) + reconocimiento automático de tamaño mediante un sistema de visión.
Protección de superficies
Desafío: Los tubos de acero galvanizado se rayan fácilmente con las pinzas. Solución: Las pinzas están recubiertas de silicona o poliuretano, con una dureza de 60-80 Shore A.
Estabilidad de movimiento a alta velocidad
Desafío: Cuando el paletizador opera a una velocidad de 5 veces por segundo, la vibración mecánica provoca la desalineación de la pila.
Solución: Optimizar la estructura mecánica (p. ej., usar brazos de fibra de carbono para reducir el peso) + añadir un control de bucle cerrado con servomotor.
Noticias relacionadas
¿Cuáles son las fallas comunes y los métodos de solución de problemas para los paletizadores de tubos de acero?
Las máquinas paletizadoras de tubos de acero pueden paletizar automáticamente
Máquina Automática para Atar y Paletizar Tubos de Acero
Los paletizadores automáticos de tubos de acero son la opción ideal para mejorar la eficiencia y reducir costos

Las fallas comunes que pueden ocurrir durante el funcionamiento de los paletizadores de tubos de acero y sus métodos de solución de problemas son las siguientes:

Las máquinas paletizadoras de tubos de acero pueden paletizar automáticamente. Mediante la operación coordinada de un brazo robótico, un sistema de control, un sistema de transporte y un mecanismo de paletización, sujetan
La máquina automática para atar y paletizar tubos de acero es un dispositivo automatizado que combina las funciones de atar y paletizar tubos de acero. A continuación, se presenta una introducción detallada de la máquina desde cinco puntos de vista
Los paletizadores automáticos de tubos de acero son el equipo ideal para mejorar la eficiencia y reducir costos. Utilizan tecnología automatizada para manipular, apilar y empaquetar tubos de acero con precisión
Contáctanos
Puedes contactarnos a través de los siguientes cuatro métodos. ¡Te responderemos en un plazo de 2 a 8 horas después de recibir tu consulta!
Llámanos
Enviar correo electrónico
Dejar un mensaje
Agregar a WeChat o WhatsApp





